Γραμμή θερμού κυλίνδρουείναι ένας σημαντικός εξοπλισμός παραγωγής που χρησιμοποιείται ευρέως στη βιομηχανία μεταποίησης μετάλλων. Η κύρια λειτουργία του είναι να κόψει ένα ευρύτερο μεταλλικό πηνίο με θερμό έλασης σε πολλαπλές λωρίδες του απαιτούμενου πλάτους κατά μήκος της κατεύθυνσης μήκους. Αυτές οι λωρίδες χρησιμοποιούνται συνήθως σε μεταγενέστερες διαδικασίες κυλίνδρων, κενών, κρύων κάμψης και σφράγισης και γίνονται τα βασικά υλικά για διάφορα βιομηχανικά προϊόντα. Αυτό το άρθρο θα εισαγάγει λεπτομερώς τη ροή εργασίας, τις τεχνικές παραμέτρους, τα κοινά προβλήματα λειτουργίας και τις λύσεις της μηχανής θερμού. Εάν πρέπει να λάβετε περισσότερες παραμέτρους ή πληροφορίες βίντεο, καλώς ήλθατε να συμβουλευτείτε το Kingreal Steel Slitter!

Οι πλάκες με θερμές έλασης είναι χαλύβδινες πλάκες ή λωρίδες που κυλούν μετά τη θέρμανση. Τα κύρια πλεονεκτήματά του περιλαμβάνουν:
Υψηλή σκληρότητα: Οι πλάκες με θερμοκρασία υποβάλλονται σε υψηλές θερμοκρασίες, οι οποίες μπορούν να εξαλείψουν κάποιο εσωτερικό στρες και να βελτιώσουν την ανθεκτικότητα του υλικού.
Κόστος-αποτελεσματικότητα: Σε σύγκριση με τις ψυχρές πλάκες, οι πλάκες με θερμές έλκουσες έχουν χαμηλότερο κόστος παραγωγής και είναι κατάλληλα για παραγωγή μεγάλης κλίμακας.
Υψηλή απόδοση παραγωγής: Τα μηχανήματα σχισμής με θερμότητα μπορούν γρήγορα και αποτελεσματικά να σχίσουν μεγάλα πηνία στο απαιτούμενο πλάτος για να προσαρμοστούν στις αλλαγές στη ζήτηση της αγοράς.
Λόγω αυτών των χαρακτηριστικών, οι πλάκες με θερμές έλασης έχουν χρησιμοποιηθεί ευρέως στην κατασκευή δομών, στην παραγωγή βαρέων μηχανημάτων και σε άλλους τομείς.
|
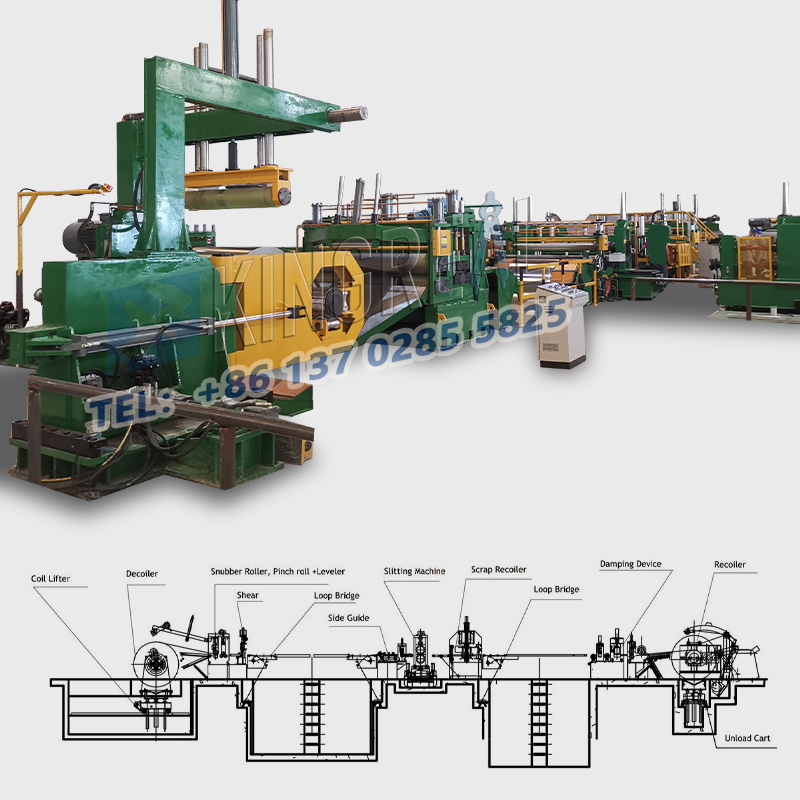
Φόρτωση γιαΓραμμή θερμού κυλίνδρου: Ο χειριστής τροφοδοτεί το πηνίο με ζεστό έλασης στο άξονα. Απελευθερώνοντας τη μηχανή σχισμής με ζεστό έλασης: Το κάλυμμα χαλαρώνει το κύριο πηνίο και τροφοδοτεί τον χάλυβα στην κεφαλή σχισμής. Σταματήστε τη γραμμή σχισμής: Στο κεφάλι σχισμής, ο χάλυβας είναι σχισμένος σε πολλαπλές στενές λωρίδες από μια περιστρεφόμενη λεπίδα. Επιθεώρηση για μηχανή σχισμής με ζεστό έλκηθρο: Ο χειριστής επιθεωρεί κάθε σκέλος για να διασφαλίσει ότι η κατάσταση πλάτους και άκρης των προδιαγραφών πληροί τις απαιτήσεις. Ανακούφιση στρες για τη γραμμή σχισμής με ζεστό έλκηθρο: Οι σκέλη περνούν από δακτυλιοειδείς κοιλότητες για να εξαλείψουν το στρες του υλικού μετά την σχισμή και να εξασφαλίσουν την αναζωογόνηση χωρίς κάμψη. Συμπεριφορά και συσκευασία: δέσμη και συσκευασία κάθε σκέλος σύμφωνα με τις απαιτήσεις των πελατών. |
 |
Μοντέλο
Μοντέλο 1
Μοντέλο 2
Μοντέλο 3
Μοντέλο 4
Αρχικό πηνίο
Καυτή πλάκα
Καυτή πλάκα
Καυτή πλάκα
Καυτή πλάκα
Πάχος υλικού
0.8mm-6.0mm
0.8mm-6.0mm
2.0mm-12.0mm
3.0mm-16.0mm
Πλάτος υλικού
1600mm (μέγιστο)
1800mm (μέγιστο)
2000mm (μέγιστο)
2200mm (μέγιστο)
Βάρος πηνίου
30ton (μέγιστο)
30ton (μέγιστο)
30ton (μέγιστο)
30ton (μέγιστο)
Ακρίβεια πλάτους
± 0,15mm
± 0,15mm
± 0,2mm
± 0,3mm
Ταχύτητα μονάδας
120m/min (μέγιστο)
120m/min (μέγιστο)
80m/min (μέγιστο)
60m/min (μέγιστο)
|
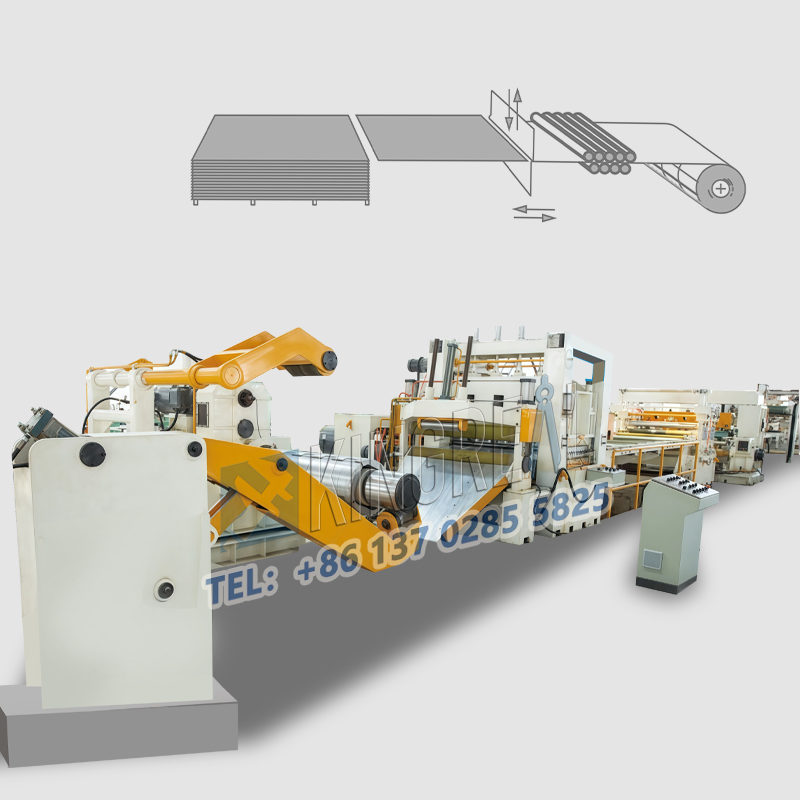
① Hot rolled Slitting Machine με υψηλή χωρητικότητα απόδοσης Ένα αξιοσημείωτο χαρακτηριστικό τουκαυτή μηχανή κοπήςείναι ότι μπορεί να σχίσει έως και 40 στενές λωρίδες ταυτόχρονα. Αυτή η λειτουργία ανταποκρίνεται σε μεγάλο βαθμό στις ανάγκες των πελατών για παραγωγή μεγάλης κλίμακας. Με την επιτάχυνση της εκβιομηχάνισης, η ζήτηση αγοράς για μεταλλικές λωρίδες αυξάνεται, ειδικά σε βιομηχανίες όπως η κατασκευή, η κατασκευή αυτοκινήτων και οι οικιακές συσκευές. Η υψηλή χωρητικότητα σχισμής της γραμμής σχισμής με ζεστό έλασης επιτρέπει στους κατασκευαστές να παρέχουν μεγάλο αριθμό ειδικών προϊόντων σε σύντομο χρονικό διάστημα, βελτιώνοντας έτσι την αποτελεσματικότητα της παραγωγής και τη μείωση του κόστους μονάδας. |
 |
|
② Για αυτό το αυτοματοποιημένο μηχάνημα κοπής Η γραμμή θερμού κυλίνδρου υιοθετεί ένα πλήρως αυτοματοποιημένο σχέδιο και είναι εξοπλισμένο με ένα προηγμένο σύστημα ελέγχου για την επίτευξη λειτουργίας υψηλής ταχύτητας. Η μέγιστη ταχύτητα παραγωγής μπορεί να φτάσει τα 120 m/min, πράγμα που σημαίνει ότι περισσότερα υλικά μπορούν να επεξεργαστούν ανά μονάδα χρόνου, βελτιώνοντας περαιτέρω την αποτελεσματικότητα της παραγωγής. Ο πλήρως αυτοματοποιημένος σχεδιασμός όχι μόνο μειώνει την ανάγκη για χειροκίνητη παρέμβαση, αλλά και μειώνει τη δυνατότητα ανθρώπινων λειτουργικών σφαλμάτων και βελτιώνει τη συνοχή και την ποιότητα των προϊόντων. Το αυτοματοποιημένο σύστημα ελέγχου της γραμμής Hot Rolled Slitting μπορεί να παρακολουθεί τη διαδικασία παραγωγής σε πραγματικό χρόνο και να ρυθμίσει τις παραμέτρους εγκαίρως για να καλύψει τις ανάγκες διαφορετικών υλικών και πάχους. |
 |
|
③ -customized hot rolled slitting μηχανή Προκειμένου να ικανοποιηθούν καλύτερα οι ανάγκες των πελατών, παρέχει το Kingreal Steel SlitterS Προσαρμοσμένες λύσεις γραμμής σχισίματος ζεστού κυλίνδρου. Σύμφωνα με τα σχέδια που παρέχονται από τους πελάτες και τις πραγματικές ανάγκες παραγωγής, το Kingreal Steel Slitter είναι σε θέση να σχεδιάσει διαφορετικές λύσεις κατασκευής μηχανών Hot Rolled Slitting για να εξασφαλίσει την αποτελεσματικότητα και την ομαλότητα της παραγωγικής διαδικασίας για τους πελάτες. Οι μηχανές θερμού κυλινδρικού χάλυβα Kingreal Steel χωρίζονται σε τρεις κύριους τύπους για να προσαρμοστούν σε πηνία διαφορετικών πάχους: Μηχανή σχισίματος ελαφρού μετρητή: Ειδική σε πηνία επεξεργασίας με πάχος 0,2mm έως 3mm. Μηχανή μεσαίας μετρητής: κατάλληλο για πηνία με πάχος 3mm έως 6mm. Μηχανή κοπής βαρέως μετρητή: ικανή να επεξεργάζεται πηνία με πάχος 6mm έως 16mm. |
 |
ΟΓραμμή θερμού κυλίνδρουμπορεί να παράγει πλευρική κάμψη κατά τη διάρκεια της διαδικασίας σχισμής. Μπορεί να προκληθεί από τους ακόλουθους λόγους:
1. Κάμψη πρώτων υλών:
Το άγχος της χάλυβα δεν εξαλείφεται πλήρως κατά τη διάρκεια της διαδικασίας κύλισης. Μετά τη διαμήκης διάτμηση, το άγχος απελευθερώνεται και η πλάκα είναι λυγισμένη. Όταν η τάση στη μέση της πλάκας απελευθερώνεται και στις δύο πλευρές, η πλάκα κάμπτεται προς τα έξω. Όταν η τάση και στις δύο πλευρές της πλάκας απελευθερώνεται στη μέση, η πλάκα στρέφεται στη μέση.
2. Κάμψη λόγω burrs:
Τα burrs είναι μεγαλύτερα λόγω της ακατάλληλης προσαρμογής του χάσματος των λεπίδων κατά τη διάρκεια της διαμήκους διάτμησης. Όταν κυλούν, τα burrs στην άκρη είναι ισοδύναμα με ένα μεγαλύτερο πάχος πλάκας, γεγονός που προκαλεί την έκταση και την κάμψη της άκρης.
3. Κάμψη λόγω ανομοιογενών κενών μεταξύ των άνω και των κάτω λεπίδων:
Όταν τα αριστερά και τα δεξιά κενά είναι μεγαλύτερα, η εσοχή του τμήματος διάτμησης είναι επίσης μεγαλύτερη και η πλευρά με μικρότερο χάσμα από τα αριστερά και τα δεξιά κενά έχει μεγαλύτερο τέντωμα, έτσι στρέφεται.
4. Κάμψη που προκαλείται από ανομοιογενή ένταση:
Κατά την κύλιση, η ίδια τάση πρέπει να εφαρμόζεται σε ολόκληρο το πλάτος της χάλυβα. Εάν η τάση είναι επικεντρωμένη στη μία πλευρά, θα συμβεί κάμψη.
5. Κάμψη που προκαλείται από την ταχεία κίνηση της συσκευής διόρθωσης απόκλισης:
Κατά τη διάρκεια της επεξεργασίας, εάν η ταχύτητα της διόρθωσης απόκλισης είναι πολύ γρήγορη, η πλευρά σε επαφή με τη διόρθωση απόκλισης θα είναι εν μέρει εκτεταμένη και κάμψη.
Εάν το υλικό του φύλλου είναι κάμψη μετά από διαμήκη διάτμηση, θα επηρεάσει σοβαρά την ποιότητα του περιτυλιγμού των φύλλων, οπότε πρέπει να εξαλειφθεί. Πρέπει να δοθεί προσοχή στους λόγους όπως η κυλιόμενη φύση, η προσαρμογή του εξοπλισμού και η μέθοδος λειτουργίας.