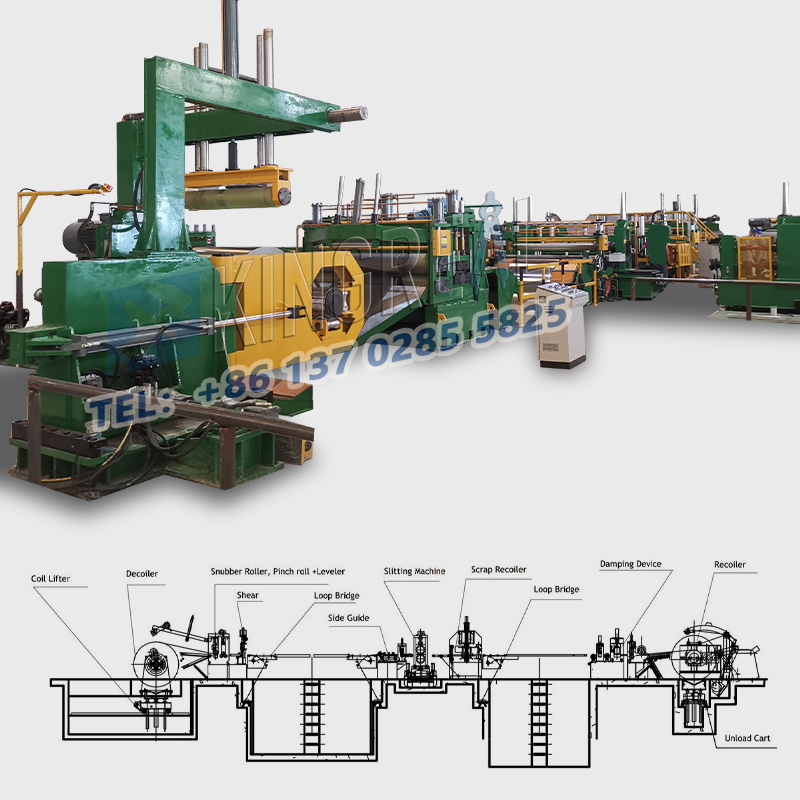
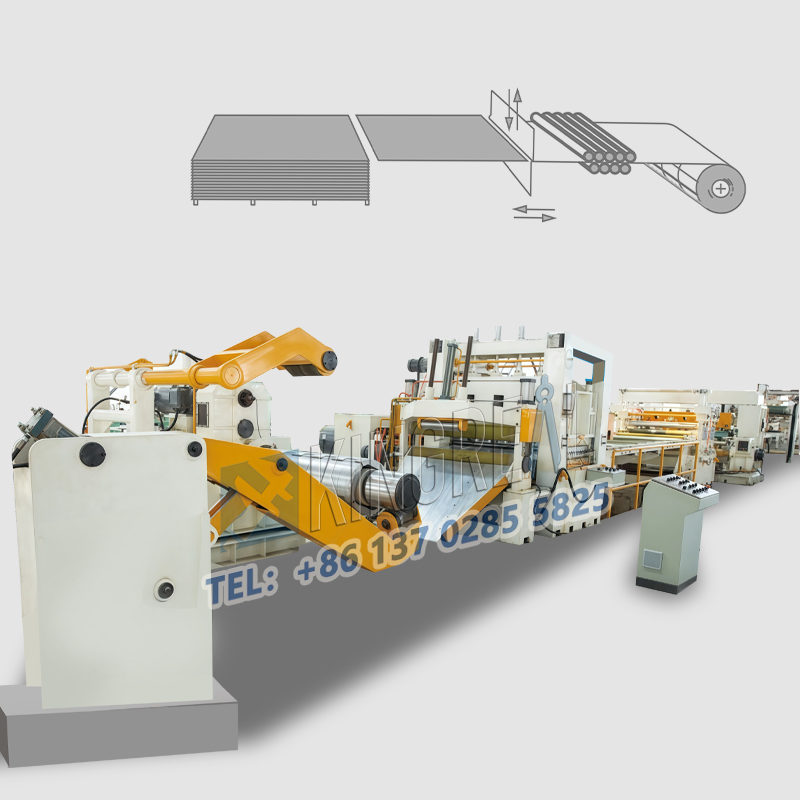
(I) Βαθμονόμηση τουΒαρύ μετρητή που κόβεται στη γραμμή μήκουςβασικά εξαρτήματα
Ακρίβεια κυλίνδρων τροφοδοσίας:
Ελέγξτε τακτικά τον παραλληλισμό της επιφάνειας του κυλίνδρου, το σφάλμα πρέπει να ελέγχεται εντός ≤0,05mm/m και να χρησιμοποιήσετε ένα μετρητή αισθητήρων για να μετρήσετε το χάσμα μεταξύ της επιφάνειας του κυλίνδρου και της επιφάνειας της πλάκας. Εάν η φθορά υπερβαίνει τα 0,1 χιλιοστά, πρέπει να αλεσθεί ή να αντικατασταθεί. Χρησιμοποιήστε ένα συμβολόμετρο λέιζερ για να βαθμονομήσετε τον κωδικοποιητή σερβοκινητήρα και η ακρίβεια τοποθέτησης τροφοδοσίας πρέπει να είναι ≤+0,1mm κατά τη διάρκεια της κοπής υψηλής ταχύτητας.
Βαθμονόμηση λεπίδων ψαλιδιού:
Ο παραλληλισμός των άνω και κάτω λεπίδων πρέπει να διατηρηθεί στα 0,02-0,05mm, τα οποία μπορούν να ανιχνευθούν με ένδειξη μετρητή και κλίση: το χάσμα μεταξύ των λεπίδων ρυθμίζεται ανάλογα με το πάχος της πλάκας, για παράδειγμα, το κενό μεταξύ λεπτών πλακών (≤2mm) είναι 0,01-0,03mm και το χάσμα μεταξύ των λεπτών και των πυκνών πλακών (2-6mm)
Το σφάλμα κατακόρυφου της λεπίδας είναι ≤0,03mm/100mm. Εάν υπερβαίνει την ανοχή, η κατακόρυφη θήκη του εργαλείου πρέπει να ρυθμιστεί από το shim.
(Ii) Ημερήσια συντήρηση βαρέως μετρητή σε μηχάνημα μήκους
Σύστημα λίπανσης για βαριά μέτρηση στη γραμμή μήκους: Ελέγξτε το επίπεδο λαδιού του κιβωτίου ταχυτήτων κάθε εβδομάδα, ελέγξτε τη θερμοκρασία λαδιού του συστήματος πίεσης κύματος στα 40-60 ℃ και εφαρμόστε ένα ειδικό υγρό κοπής με ιξώδες 32-46CST στον οδηγό κάθε μέρα.
Ηλεκτρικό σύστημα για το βαρέως μετρητή που κόβεται σε μηχάνημα μήκους: Σκουπίστε τον κωδικοποιητή, τον κυβερνήτη σχάρας και άλλους αισθητήρες με αλκοόλ κάθε τρίμηνο και αντικαταστήστε τη βούρτσα άνθρακα του κινητήρα όταν φοριέται περισσότερο από 1/3. Μέρη στερέωσης: Ελέγξτε τακτικά το tΤο Orque του συγκρατητήρα εργαλείων και των βιδών μηχανισμού τροφοδοσίας, για παράδειγμα, η ροπή του μπουλονιού M12 πρέπει να διατηρηθεί στα 80-100n · m.

(I) Αντιστοίχιση ταχύτητας κοπής και ταχύτητας τροφοδοσίας
Οι ταχύτητες των πλακών διαφορετικών υλικών και πάχους πρέπει να ρυθμίζονται ανάλογα: η ταχύτητα κοπής χάλυβα (0,5-3mm) 30-80m/min, η ταχύτητα τροφοδοσίας 25-70m/min, το σύστημα ψύξης πρέπει να ενεργοποιηθεί κατά τη διάρκεια της κοπής υψηλής ταχύτητας. (1-5mm) ταχύτητα κοπής 15-40m/λεπτό, ταχύτητα τροφοδοσίας 10-35m/min, και η λεπίδα πρέπει να επικαλυφθεί με επικάλυψη κασσίτερου. Πλάκες κράματος αλουμινίου (0,8-4mm) ταχύτητα κοπής 40-100m/λεπτό, ταχύτητα τροφοδοσίας 35-90m/min, χρησιμοποιείται λίπανση υγρού ψεκασμού.
(Ii) Η γωνία της πτερυγίων και η πίεση της γωνίας της λεπίδας: η γωνία διάτμησης (άνω και κάτω γωνία λεπίδας) ρυθμίζεται ανάλογα με τα χαρακτηριστικά της πλάκας, 5-8 "για λεπτές πλάκες, η γωνία 8-12" για τη μεσαία και την παχιά πλάκες, η ανίχνευση των σκληρών υλικών, Από την πλάκα, 2-3 kn για πλάκα 1 mm, 2-3kN για πλάκα 3 mm 5-7kN, παρακολούθηση σε πραγματικό χρόνο μέσω αισθητήρα πίεσης, η ανεπαρκής πίεση μπορεί εύκολα να προκαλέσει στρέβλωση πλάκας.

(I) Πρότυπα αποδοχής για πηνία/πλάκες
Επίπεδη: Πλάκα από χάλυβα κάμψη ≤1mm/m, κυματοδόχου ≤3mm/2m, πρέπει να ισοπεδωθεί εκτός ανοχής πριν από την κοπή:
Απόκλιση σκληρότητας: Διαφορά σκληρότητας των πλακών στην ίδια παρτίδα ≤15HB, τυχαία επιθεώρηση με δοκιμαστή σκληρότητας Rockwell, η ανομοιογενή σκληρότητα θα οδηγήσει σε ασυνεπή φθορά των λεπίδων.
(Ii) κενή προεπεξεργασία
Καθαρισμός επιφάνειας: Αφαιρέστε τους λεκέδες λαδιού και την κλίμακα οξειδίου (μπορεί να σκουπιστεί με ακετόνη ή μηχανικά γυαλισμένο), οι υπολειπόμενες ακαθαρσίες θα επιδεινώσουν τη φθορά των λεπίδων. Τάση εκκαθάρισης πηνίου: Ρυθμίστε ανάλογα με το πάχος, την τάση πλάκας 0.5mm 50-80n/mm, πλάκα 2mm 150-200N/mm, η ανεπαρκής τάση μπορεί εύκολα να προκαλέσει ολίσθηση τροφοδοσίας.

(I) Σημεία εκπαίδευσης πριν από την εργασίαΒαρύ μετρητή που κόβεται στη γραμμή μήκους
Πρακτική ρύθμισης παραμέτρων: Μάθετε να κατανοείτε τους κανόνες αντιστοίχισης των διαφόρων υλικών "ταχύτητας-χάσματος-πίεσης", για παράδειγμα, όταν κόβετε ανοξείδωτο χάλυβα 3mm, το χάσμα των λεπίδων 0,05mm, πιέζοντας τη δύναμη 6KN. Μάθετε να χρησιμοποιείτε συστήματα αυτόματης ρύθμισης εργαλείων, όπως όργανα Ρύθμισης εργαλείων λέιζερ, ακρίβεια ρύθμισης εργαλείων ≤0.02mm.
Μη φυσιολογική ικανότητα κρίσης για βαριά μέτρηση που κόβεται σε μηχάνημα μήκους: Σταματήστε το βαρύ κόπωρο στη γραμμή μήκους αμέσως για να ελέγξετε την άκρη της λεπίδας όταν ακούτε μη φυσιολογικό θόρυβο όπως η σύγκρουση των λεπίδων. Όταν το burr στην επιφάνεια κοπής υπερβαίνει τα 0,1mm, κρίνετε αν είναι φθορά της λεπίδας ή πολύ μεγάλο κενό.
(ii) Τυποποίηση της διαδικασίας λειτουργίας για βαριά μέτρηση σε μηχάνημα μήκους
Εκκίνηση προθέρμανσης: Εκτελέστε κενές για 10-15 λεπτά για να κάνετε τη διακύμανση της θερμοκρασίας του ίδιου συστήματος υπηρεσιών ≤2 ℃ και να φτάσετε στη θερμική σταθερότητα.
Πρώτο κομμάτι τρεις επιθεωρήσεις: Μετά την κοπή του πρώτου τεμαχίου, χρησιμοποιήστε μια κουζίνα Vernier με ακρίβεια 0,02mm για να μετρήσετε το μέγεθος, έναν δείκτη επιλογής για την ανίχνευση της επιπεδότητας και να ελέγξετε οπτικά burrs.

(i) Τα ηλεκτρονικά μέσα ανίχνευσης γιαΒαρύ μετρητή που κόβεται στη γραμμή μήκους
Ο φωτοηλεκτρικός αισθητήρας παρακολουθεί το μήκος της τροφοδοσίας σε πραγματικό χρόνο και αυτόματα συναγερμών όταν η απόκλιση υπερβαίνει το θερμόμετρο ± 0,3mm: υπέρυθρος παρακολουθεί τη θερμοκρασία της λεπίδας και ξεκινά την ψύξη του νερού ή την ψύξη του αέρα αναγκαστική ψύξη όταν υπερβαίνει τα 120 ℃ c.
(ii) Πρότυπο δειγματοληψίας εκτός σύνδεσης για βαριά περικοπή σε μηχάνημα μήκους
Μέγεθος μήκους: Επιτρεπόμενο σφάλμα Όταν ≤1000mm ± 0,5mm, χρησιμοποιήστε ένα κουτάβι Vernier για να ελέγξετε τυχαία 1 τεμάχιο για κάθε 50 τεμάχια. Διαγώνια απόκλιση: Πλάκα 1000mmx1000mm Επιτρεπόμενη απόκλιση ≤1mm, χρησιμοποιήστε ένα μέτρο χάλυβα με ένα τετράγωνο χάρακα για να ελέγξετε τυχαία 5% κάθε παρτίδα: Ύψος Burr: Χρησιμοποιήστε μια γωνία urderly.
(Iii) Λύσεις σε προβλήματα κοινής ποιότητας για βαριά μέτρηση σε γραμμή μήκους
Μέγεθος εκτός ανοχής: Εάν ο κύλινδρος τροφοδοσίας γλιστρά, ρυθμίστε την τάση ή αντικαταστήστε τον φθαρμένο κύλινδρο. Εάν ο κωδικοποιητής κινητήρα σερβοκίνης αποτύχει, χρησιμοποιήστε έναν παλμογράφο για να ανιχνεύσετε το σήμα παλμού και να αντικαταστήσετε τα κατεστραμμένα μέρη.
Το Burr επιφάνειας κοπής υπερβαίνει το πρότυπο: Όταν η ακτίνα άκρης της λεπίδας είναι> 0,03mm, πρέπει να επανασυνδεθεί σε ≤0,01mm. Αναθεωρήστε το χάσμα της λεπίδας στην τυπική τιμή.

Θερμοκρασία και υγρασία του εργαστηρίου: Η θερμοκρασία ελέγχεται σε 15-30 ℃, υγρασία ≤60% RH, αποφύγετε τη σκουριά της πλάκας λόγω υγρού περιβάλλοντος.
Αντι-Σεισμικά Μέτρα: Χύνοντας σκυρόδεμα με πάχος ≥300mm για το θεμέλιο εξοπλισμού, μακριά από πηγές κραδασμών όπως πρέσες διάτρησης (επιτάχυνση δόνησης ≤0,5g). Interlock Safety: Χρόνος απόκρισης κουμπιού έκτακτης ανάγκης ≤0,5 δευτερόλεπτα,Βαρύ μετρητή που κόβεται σε μηχάνημα μήκουςαυτόματα εξουσιοδοτεί όταν η προστασία είναι ενεργοποιημένη.