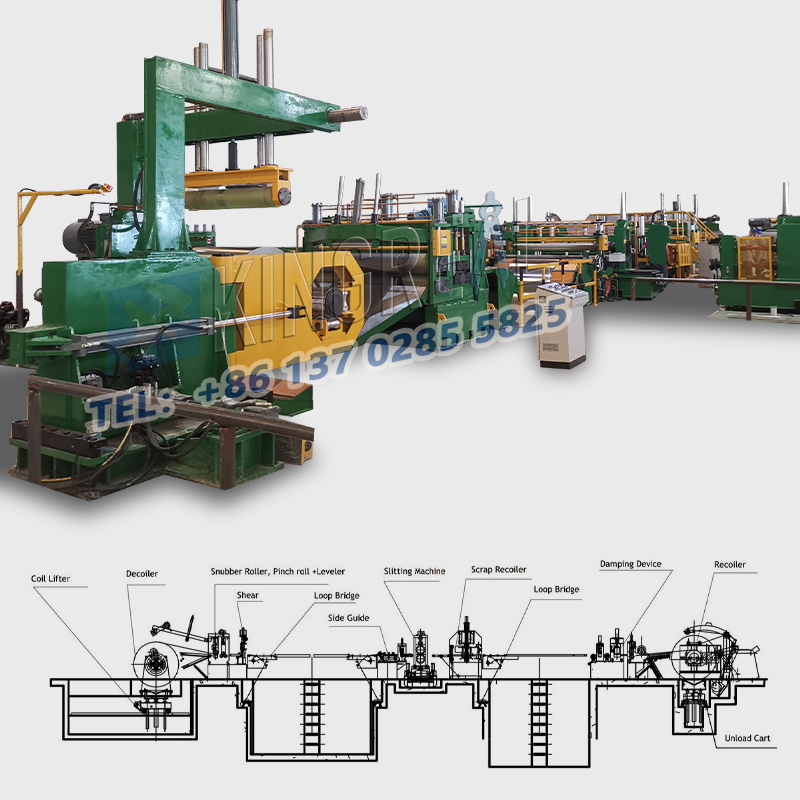
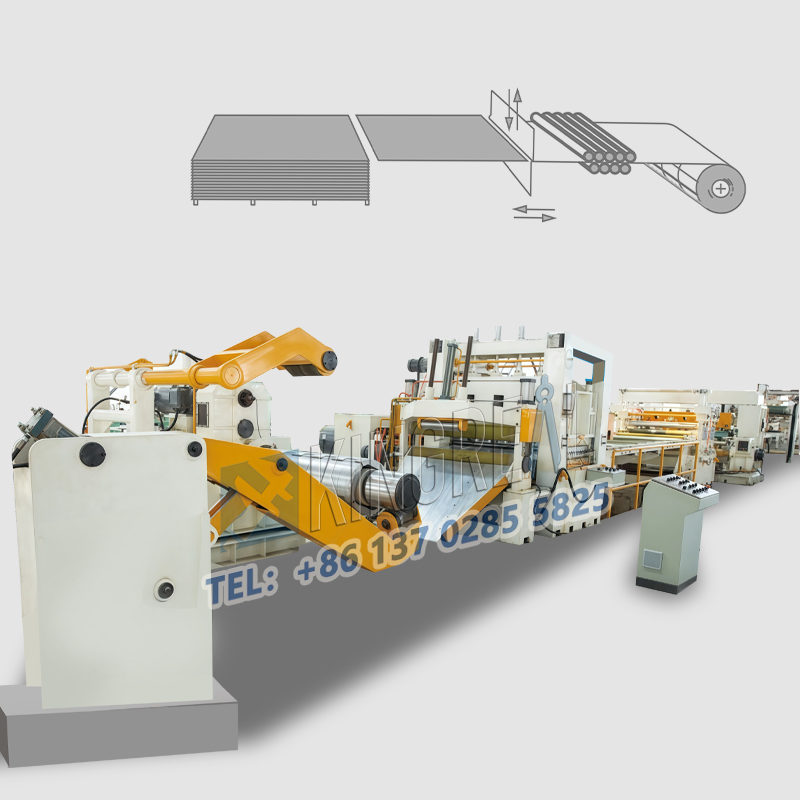
Ανοξείδωτο χάλυβα σε γραμμές μήκουςχρησιμοποιούνται ευρέως στη βιομηχανία μεταλλικής επεξεργασίας για διάτμηση ακριβείας διαφόρων μεταλλικών πηνίων, συμπεριλαμβανομένου του χάλυβα, του ανοξείδωτου χάλυβα, του αλουμινίου, του σίδηρου, του ψυχρού έλασης, του θερμού και των PPGI.
Παρά την εξαιρετική απόδοσή τους στην παραγωγή, οι μηχανές από ανοξείδωτο χάλυβα σε μήκος μπορούν ακόμα να αντιμετωπίσουν απόκλιση κοπής κατά τη διάρκεια της λειτουργίας.
Αυτό το άρθρο θα υποβληθεί σε αντιμετώπιση προβλημάτων κοπής απόκλισης σε ανοξείδωτο χάλυβα σε γραμμές μήκους από τρεις οπτικές γωνίες: μηχανική δομή, πρόγραμμα ελέγχου και παραμέτρους και συμβατότητα υλικών και διαδικασιών.

(1) Φορέστε τα εξαρτήματα κίνησης
ΣεΜηχανές ανοξείδωτου χάλυβα, η φθορά των εξαρτημάτων κίνησης είναι μια κοινή αιτία κοπής απόκλισης.
Τα γρανάζια, οι τροχοί και άλλα εξαρτήματα κίνησης που λειτουργούν για μεγάλο χρονικό διάστημα μπορούν να φθαρεί, με αποτέλεσμα τη μειωμένη ακρίβεια της διατροφής και, κατά συνέπεια, τις διαστάσεις κοπής.
Συμπτώματα από ανοξείδωτο χάλυβα κοπής σε αποτυχία γραμμής μήκους: Για παράδειγμα, σε εργοστάσιο εξαρτημάτων αυτοκινήτων, τα εργαλεία κίνησης μιας κοπής από ανοξείδωτο χάλυβα σε μηχάνημα μήκους εμφάνισαν φθορά 30%. Όταν συνεχώς κόβει τις πλάκες χάλυβα πάχους 5 mm, η διακύμανση των διαστάσεων έφτασε τα 0,3mm, υπερβαίνει το αποδεκτό εύρος ± 0,2mm.
Λύση: Για την αντιμετώπιση αυτού του ζητήματος, συνιστάται τακτική επιθεώρηση των εξαρτημάτων κίνησης. Εάν η φθορά των δοντιών του γραναζιού υπερβαίνει το 15% ή η επιμήκυνση της αλυσίδας υπερβαίνει το 2%, θα πρέπει να αντικατασταθούν αμέσως.
Ταυτόχρονα, ο λόγος μετάδοσης θα πρέπει να βαθμονομείται για να αποκατασταθεί η ακρίβεια της μηχανικής μετάδοσης. Αυτό το μέτρο μπορεί να βελτιώσει σημαντικά τη σταθερότητα και την ακρίβεια κοπής.
(2) Εκκαθάριση σιδηροδρομικών κατευθυντήριων γραμμών εργαλείων
Η αυξημένη κάθαρση μεταξύ του κατόχου εργαλείων και της σιδηροτροχιάς καθοδήγησης είναι επίσης ένας σημαντικός παράγοντας που συμβάλλει στην κοπή της απόκλισης. Με την πάροδο του χρόνου, ο οδηγός εργαλείων που φορούσε λόγω παρατεταμένης παλινδρομικής κίνησης, και αυτή η κάθαρση μπορεί να αυξηθεί, επηρεάζοντας τη σταθερότητα του κατόχου εργαλείων.
Τα συμπτώματα της αποτυχίας της γραμμής ανοξείδωτου χάλυβα στη γραμμή μήκους: υπό κανονικές συνθήκες, η εκκαθάριση μεταξύ του κατόχου εργαλείων και της σιδηροτροχιάς καθοδήγησης πρέπει να είναι μικρότερη από 0,05mm. Η υπερβολική εκκαθάριση μπορεί να προκαλέσει την ταλάντωση του εργαλείου κατά τη διάρκεια της κοπής, με αποτέλεσμα τις διακυμάνσεις του μεγέθους κοπής.
Λύση: Χρησιμοποιήστε ένα μετρητή αισθήσεων για να ελέγξετε την εκκαθάριση. Εάν υπερβαίνει την τυποποιημένη τιμή, ρυθμίστε το ένθετο του οδηγού ή αντικαταστήστε το ρυθμιστικό σιδηροδρομικού οδηγού που έχει υποστεί κατεστραμμένη. Ένα εργοστάσιο υλικού μείωσε την απόκλιση κοπής από 0,25mm σε 0,08mm μετά από αυτή τη ρύθμιση, αποδεικνύοντας την αποτελεσματικότητα αυτής της προσαρμογής.
(1) Σφάλματα λογικής προγράμματος
Σεανοξείδωτο χάλυβα σε μηχάνημα μήκουςΟι λειτουργίες, τα σφάλματα λογικής προγράμματος PLC είναι επίσης μια κοινή αιτία κοπής απόκλισης. Η διαταραγμένη χρονική στιγμή των οδηγιών τροφοδοσίας και κοπής στο πρόγραμμα μπορεί να προκαλέσει κοπή πριν το υλικό τροφοδοτηθεί πλήρως, με αποτέλεσμα την υποβολή.
Εκδηλώσεις από ανοξείδωτο χάλυβα κοπή σε αποτυχία γραμμής μήκους: Για παράδειγμα, σε ορισμένες περιπτώσεις, η κοπή αρχίζει πριν το υλικό τροφοδοτείται πλήρως, γεγονός που επηρεάζει άμεσα την ακρίβεια κοπής.
Λύση: Συνιστάται η χρήση διαγνωστικών προγραμμάτων για την παρακολούθηση της κατάστασης σημείου I/O και της αναδιοργάνωσης της λογικής "ανίχνευσης". Επιπλέον, προσθέστε οδηγίες επαλήθευσης καθυστέρησης για να εξασφαλίσετε την ακρίβεια της ακολουθίας δράσης. Αυτή η βελτιστοποίηση θα βελτιώσει σημαντικά τη σταθερότητα λειτουργίας της μηχανής από ανοξείδωτο χάλυβα στη μηχανή μήκους.
(2) Ρυθμίσεις ανακριβών παραμέτρων
Οι ανακριβείς ρυθμίσεις παραμέτρων είναι επίσης ένας σημαντικός παράγοντας που επηρεάζει την ακρίβεια κοπής της κοπής από ανοξείδωτο χάλυβα σε γραμμές μήκους. Οι λανθασμένες παραμέτρους μήκους τροφοδοσίας ή οι ακατάλληλες ταχύτητες κοπής και τροφοδοσίας μπορούν να οδηγήσουν σε σωρευτικές αποκλίσεις.
Τα συμπτώματα της κοπής από ανοξείδωτο χάλυβα σε μηχάνημα μήκους: για παράδειγμα, εάν το μήκος τροφοδοσίας έχει ρυθμιστεί σε 100mm, αλλά το πραγματικό μήκος τροφοδοσίας είναι 99,5mm, η μακροπρόθεσμη λειτουργία θα έχει ως αποτέλεσμα σημαντική απόκλιση διαστάσεων.
Λύση: επαναβαθμίστε τον αριθμό παλμών τροφοδοσίας (τον αριθμό των παλμών ανά χιλιοστό) και ρυθμίστε την ταχύτητα κοπής με βάση το πάχος και το υλικό της πλάκας. Για παχιά πλάκες, συνιστάται να ρυθμίσετε την ταχύτητα κοπής σε όχι περισσότερο από 30 φορές/λεπτό, ενώ για λεπτές πλάκες, μπορεί να φτάσει στις 60 φορές/λεπτό.
Μετά τη διόρθωση των παραμέτρων, ένα εργοστάσιο επεξεργασίας από ανοξείδωτο χάλυβα πέτυχε μια σωρευτική απόκλιση μικρότερη από 0,1mm για πλάκα μήκους 10 μέτρων, αποδεικνύοντας τη σημασία της διόρθωσης παραμέτρων.
(1) Ανωτάτη πινακίδα πλάκας
Κατά την κοπή των πλακών από ανοξείδωτο χάλυβα, η ανομοιογενή τάση μπορεί να προκαλέσει ελατήριο μετά την κοπή, επηρεάζοντας την τελική σταθερότητα διαστάσεων.
Τα συμπτώματα της κοπής από ανοξείδωτο χάλυβα σε βλάβη της γραμμής μήκους: Για παράδειγμα, ο ρυθμός ελατηρίου της πλάκας με ψυχρό έλασης μπορεί να φτάσει το 1-2%, γεγονός που μπορεί να προκαλέσει συρρίκνωση διαστάσεων μετά την κοπή.
Λύση: Συνιστάται η εκτέλεση ανακούφισης του στρες στο λαμαρίνα, όπως η ισοπέδωση ή η γήρανση ή η αντιστάθμιση της άνοιξης στο πρόγραμμα (ορίζοντας τιμή αντιστάθμισης 0,1-0,3mm ανάλογα με το υλικό). Μετά την αντιστάθμιση, ένας μύλος φύλλων με ψυχρό έλκηθρο πέτυχε απόκλιση διάστασης κοπής ≤0,1mm, εξασφαλίζοντας την ακρίβεια κοπής.
(2) διακύμανση τάσης τροφοδοσίας
Η σταθερότητα τάσης τροφοδοσίας επηρεάζει άμεσα την ακρίβεια κοπής. Εάν η τάση του κυλίνδρου τροφοδοσίας είναι ασταθής, το φύλλο μετάλλου μπορεί να γλιστρήσει ή να ρυτίδες κατά τη διάρκεια της σίτισης, με αποτέλεσμα ανεξέλεγκτες διαστάσεις κοπής.
Τα συμπτώματα της κοπής από ανοξείδωτο χάλυβα στη γραμμή μήκους: Η αποτυχία του ελέγχου έντασης μπορεί να οδηγήσει σε ανομοιόμορφη σίτιση, η οποία με τη σειρά του επηρεάζει την ποιότητα κοπής.
Λύση: Συνιστάται η επιθεώρηση του συστήματος ελέγχου τάσης. Οι πνευματικοί εντατικοί απαιτούν αντικατάσταση σφράγισης, ενώ οι υδραυλικοί εντατήρες απαιτούν βαθμονόμηση αισθητήρα πίεσης. Μετά τις ρυθμίσεις, ένας μύλος χαλύβδινης λωρίδας μείωσε τη διακύμανση της τάσης από ± 5% σε ± 1%, βελτιώνοντας αποτελεσματικά την ακρίβεια κοπής.
 |
 |
 |
Στη λειτουργία τουΜηχανές ανοξείδωτου χάλυβα, η κοπή απόκλισης προκαλείται συχνά από ένα συνδυασμό παραγόντων. Μια ολοκληρωμένη έρευνα που επικεντρώνεται στη μηχανική δομή, τα προγράμματα ελέγχου και τις παραμέτρους και τη συμβατότητα υλικών και διαδικασιών μπορεί να εντοπίσει αποτελεσματικά τα προβλήματα και να εφαρμόσει στοχοθετημένες επισκευές.
Διατηρώντας τακτικά τα εξαρτήματα μετάδοσης, τη βελτιστοποίηση της λογικής του προγράμματος, την ακριβή ρύθμιση των παραμέτρων και την προσαρμογή σε χαρακτηριστικά υλικού, οι κατασκευαστές μπορούν να ελαχιστοποιήσουν τις αποκλίσεις κοπής και να πληρούν τις αυστηρές απαιτήσεις ακρίβειας κοπής των βιομηχανιών όπως τα εξαρτήματα αυτοκινήτων και το υλικό.
Μόνο με τη συνεχή βελτίωση κάθε πτυχής μιας κοπής από ανοξείδωτο χάλυβα στη γραμμή μήκους μπορεί να παραμείνει νικηφόρα στην έντονα ανταγωνιστική αγορά.
Ελπίζουμε ότι η ανάλυση και οι προτάσεις σε αυτό το άρθρο θα παράσχουν αποτελεσματικές στρατηγικές και λύσεις αντιμετώπισης προβλημάτων για σχετικές βιομηχανίες.