Ένας από τους πιο σημαντικούς παράγοντες για την εξασφάλιση της ποιότητας των στενών λωρίδων είναι το ακριβές σχίσιμο. Είτε ανοξείδωτος χάλυβας, χάλυβας, κράμα αλουμινίου, χαλκός, PPGI, ψυχρής έλασης ή θερμής έλασης, η διατήρηση αυστηρών ανοχών κατά τη διάρκεια της σχισμής συνδέεται άμεσα με την ποιότητα του προϊόντος, την αποδοτικότητα επεξεργασίας και την ικανοποίηση των πελατών. Οι στενές λωρίδες μπορεί να απορριφθούν ακόμη και για μικρές διαφορές στο πλάτος της σχισμής, ελαττώματα ακμών ή αλλαγές στην καμπυλότητα του υλικού.
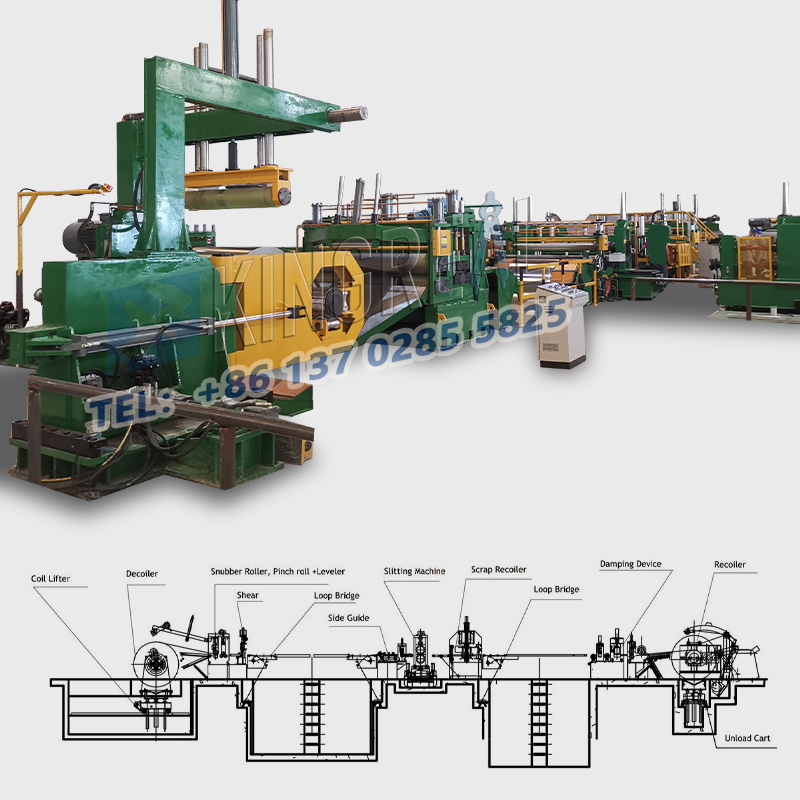
Λοιπόν, πώς μπορείτε να λειτουργήσετε σωστά έναγραμμή κοπής λωρίδων χάλυβαγια να επιτύχετε αυστηρές ανοχές; Αυτό το άρθρο εξετάζει πέντε βασικές πτυχές: ρύθμιση μηχανής κοπής λωρίδων χάλυβα, έλεγχος τάσης, διαμόρφωση εργαλείου, χειρισμός υλικού και συντήρηση γραμμής κοπής λωρίδων χάλυβα.

Η αρχική ρύθμιση τουμηχάνημα κοπής λωρίδων χάλυβαείναι θεμελιώδους σημασίας για την επίτευξη ανοχών κοπής. Πέντε βασικές πτυχές πρέπει να αντιμετωπιστούν πριν από την εκκίνηση:
- Ευθυγράμμιση γραμμής κοπής λωρίδας χάλυβα: Πριν από το τρέξιμο του υλικού, ελέγξτε την ευθυγράμμιση του μανδρελιού (για να διασφαλίσετε την ακριβή λειτουργία του πυρήνα), τον άξονα κοπής (παράλληλο με τον άξονα ξετύλιξης/τύλιξης) και τη βάση του μηχανήματος κοπής λωρίδων χάλυβα. Τα εργαλεία ευθυγράμμισης λέιζερ χρησιμοποιούνται για τη διασφάλιση της ακριβούς τοποθέτησης των εξαρτημάτων για την αποφυγή σφαλμάτων που προκαλούνται από κακή ευθυγράμμιση.
-Επιλογή και εγκατάσταση μαγνητικού πυρήνα: Επιλέξτε έναν κυκλικό, ευθύ μαγνητικό πυρήνα με εσωτερική διάμετρο που ταιριάζει με τον άξονα του μηχανήματος κοπής λωρίδων χάλυβα. Βεβαιωθείτε ότι έχει εγκατασταθεί με ασφάλεια για να αποφευχθεί η ολίσθηση ή η παραμόρφωση. Τα λάθη της κεντρικής ομόκεντρης μπορεί να οδηγήσουν στο άνοιγμα κοπής, με αποτέλεσμα να διακυβεύεται η ποιότητα των άκρων και η ακρίβεια του πλάτους.
-Τοποθέτηση εργαλείου: Ρυθμίστε με ακρίβεια τη θέση του εργαλείου για να προσδιορίσετε το πλάτος σχισμής σύμφωνα με τις προδιαγραφές παραγγελίας χρησιμοποιώντας έναν μετρητή βαθμονόμησης ή μια επαληθευμένη ψηφιακή ένδειξη για τη γραμμή κοπής λωρίδων χάλυβα. Ελέγξτε πριν από την εκκίνηση για να βεβαιωθείτε ότι το εργαλείο είναι κλειδωμένο στη θέση του για να αποτρέψετε τη μετατόπιση και την πρόκληση απόκλισης.
-Οδηγός ρολού: Προσαρμόστε την αρχική θέση οδήγησης για να κεντράρετε το ρολό πριν εισέλθετε στην περιοχή σχισμής για να αποτρέψετε την ανομοιόμορφη τάση και την απόκλιση κοπής, διασφαλίζοντας σταθερότητα διαστάσεων.
-Επαλήθευση προγράμματος: Εάν το μηχάνημα κοπής λωρίδων χάλυβα είναι προγραμματιζόμενο, επιβεβαιώστε ότι έχει φορτωθεί το σωστό πρόγραμμα και ότι οι παράμετροι όπως η καμπύλη τάσης και η ταχύτητα κοπής πληρούν τις απαιτήσεις λειτουργίας για να αποφύγετε σφάλματα παραμέτρων που θα μπορούσαν να επηρεάσουν τις ανοχές.
 |
 |
Η σταθερή τάση είναι το κλειδί για τη μείωση των ανοχών και απαιτεί διαχείριση σε τέσσερις βασικούς τομείς:
-Συνέπεια τάσης: Διατηρήστε ομοιόμορφη ένταση σε όλη την έκτασημηχάνημα κοπής λωρίδων χάλυβαδιαδικασία, από το ξετύλιγμα, το σχίσιμο μέχρι το τύλιγμα. Οι αλλαγές πλάτους υλικού, το τέντωμα, οι κυματισμοί των άκρων, η υπόκλιση και οι ανοχές επηρεάζονται σοβαρά από την αλλαγή του στρες.
-Έλεγχος ζώνης: Οι σύγχρονες γραμμές κοπής λωρίδων χάλυβα έχουν ανεξάρτητες ζώνες τάνυσης για ξετύλιγμα, σχίσιμο και επανατύλιξη. Οι δυναμοκυψέλες και οι ρυθμιστές τάσης πρέπει να βαθμονομούνται τακτικά.
-Η τάση πρέπει να ρυθμίζεται με βάση τα χαρακτηριστικά του υλικού: πολύ χαμηλή μπορεί να οδηγήσει σε ολίσθηση και κακή παρακολούθηση. πολύ ψηλά μπορεί να τεντώσει το υλικό, προκαλώντας παραμόρφωση της άκρης.
-Επανατύλιξη: Για συμπιέσιμα υλικά, εφαρμόζεται υψηλότερη τάση στον πυρήνα, η οποία μειώνεται σταδιακά καθώς αυξάνεται η διάμετρος του ρολού για να διασφαλιστεί ένας σταθερός κύλινδρος χωρίς τέντωμα. Η ακατάλληλη κωνικότητα μπορεί να προκαλέσει ζημιά στις άκρες, ανομοιόμορφη περιέλιξη και να θέσει σε κίνδυνο τη συνοχή του πλάτους.
-Γνώση υλικού: Διαφορετικά υλικά απαιτούν διαφορετικές στρατηγικές διατάσεων. Η γνώση του συντελεστή ελαστικότητας και της αντοχής διαρροής του υλικού είναι απαραίτητη, ώστε να μπορεί να επινοηθεί ένα κατάλληλο σχέδιο τάσης για την αποφυγή υλικών ζημιών ή παραβιάσεων ανοχής.
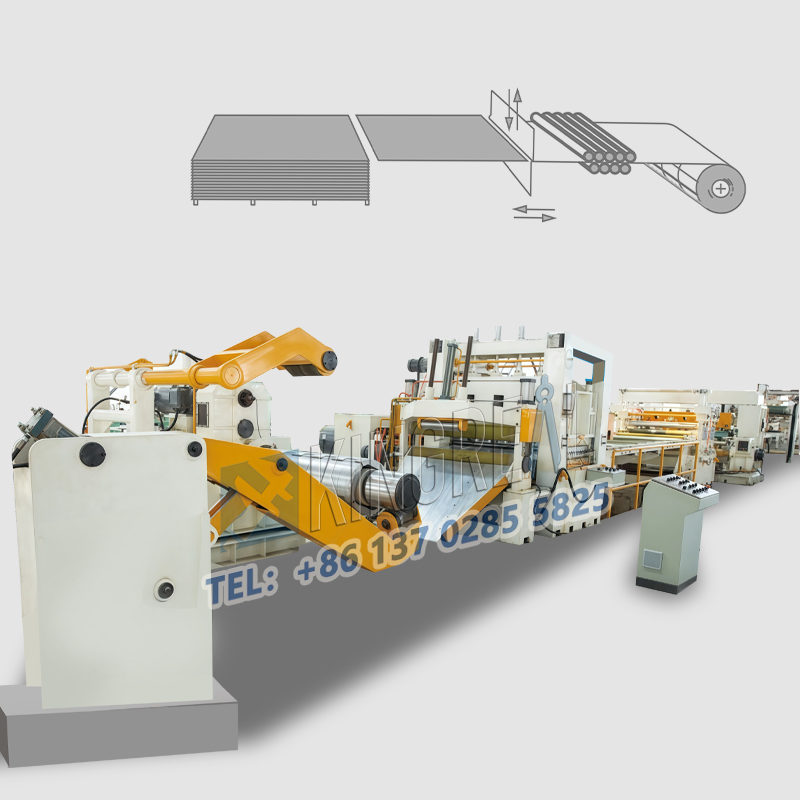
Οι ρυθμίσεις του εργαλείου καθορίζουν την ποιότητα κοπής και την ακρίβεια διαστάσεων, εστιάζοντας σε τέσσερις βασικές πτυχές:
- Ευκρίνεια εργαλείου: Ένα θαμπό εργαλείο μπορεί να πιέσει ή να σκίσει το υλικό, δημιουργώντας γρέζια και παραβιάζοντας τις ανοχές. Για να διατηρηθούν αιχμηρές άκρες, θα πρέπει να οριστεί ένα πρόγραμμα ακονίσματος/αντικατάστασης εργαλείου με βάση τα χαρακτηριστικά φθοράς του υλικού και τον κύκλο επεξεργασίας.
-Τύπος εργαλείου και μέθοδος κοπής: Επιλέξτε εργαλεία με βάση το υλικό και τις απαιτήσεις κοπής. Επιλέξτε ανάμεσα σε μια διάτμηση μυγών (συνεχής υψηλής ταχύτητας), περιστροφική διάτμηση (υψηλής ακρίβειας) ή σταθερή διάτμηση (διαλείπουσα μικρή παρτίδα) με βάση τις ανάγκες των πελατών για να εξασφαλίσετε ανοχές.
-Βελτιστοποίηση γωνίας: Για μηχανές κοπής χαλύβδινων λωρίδων τύπου ξυραφιού, ρυθμίστε τη γωνία της λεπίδας ανάλογα με το υλικό για να εξισορροπήσετε την ποιότητα κοπής με τη φθορά του εργαλείου. Ρυθμίστε με ακρίβεια το διάκενο και επικαλύπτετε μεταξύ της επάνω και της κάτω λεπίδας για γραμμές κοπής χαλύβδινων λωρίδων τύπου διάτμησης (συμβουλευτείτε το διάγραμμα του κατασκευαστή και λάβετε υπόψη τις ιδιότητες του υλικού). Το ακατάλληλο διάκενο ή η επικάλυψη μπορεί να προκαλέσει γρέζια και τραχιές άκρες.
-Λειτουργική σταθερότητα: Βεβαιωθείτε ότι ημηχάνημα κοπής λωρίδων χάλυβαΟ φορέας της λεπίδας είναι παράλληλος με τον άξονα της λεπίδας και η ακτινική διαρροή της περιστροφικής λεπίδας ελαχιστοποιείται για να αποφευχθούν τα σημάδια "φλυαρίας" και η ασταθής ποιότητα των άκρων.
 |
 |
Ο τυποποιημένος χειρισμός υλικού μπορεί να αποτρέψει τις διακυμάνσεις ανοχής που προκαλούνται από τα υλικά. Εστιάστε σε τέσσερις βασικούς τομείς:
-Καθαρισμός: Καθαρίστε το μηχάνημα κοπής λωρίδων χάλυβα από σκόνη, γράσο και υπολείμματα, ειδικά γύρω από τα ρουλεμάν, τις ράγες οδήγησης και τους αισθητήρες, για να διασφαλίσετε την ομαλή λειτουργία και να διευκολύνετε τον εντοπισμό προβλημάτων.
-Καθοδήγηση άκρων: Οι ενεργοί οδηγοί ιστού χρησιμοποιούνται για να διασφαλιστεί ότι ο ιστός είναι κεντραρισμένος στην περιοχή σχισμής, αποτρέποντας την απόκλιση του ιστού με αποτέλεσμα ανομοιόμορφο πλάτος και κακή ποιότητα της εξωτερικής ακμής της ταινίας.
-Χειρισμός κυλίνδρων: Χρησιμοποιήστε γερανούς και ανυψωτικά άξονα για να φορτώσετε και να ξεφορτώσετε τα ρολά. Αποφύγετε κρούσεις ή πτώσεις που θα μπορούσαν να βλάψουν τον πυρήνα και να επηρεάσουν την ομοκεντρικότητα τουγραμμή κοπής λωρίδων χάλυβαεγκατάσταση. Χειριστείτε προσεκτικά τα τελειωμένα ρολά για να αποφύγετε τη φθορά και την παραμόρφωση των άκρων.
-Διαχείριση συντριμμιών: Διατηρήστε την περιοχή σχισμής καθαρή και αφαιρέστε τα υπολείμματα αμέσως για να αποτρέψετε την εκτροπή του ιστού, την παρεμβολή στον κόφτη ή τη σφήνωση στο ρολό, επηρεάζοντας την ποιότητα και τις ανοχές.
Η συντήρηση εξασφαλίζει σταθερότηταγραμμή κοπής λωρίδων χάλυβαακρίβεια λειτουργίας και ανοχής εστιάζοντας σε πέντε βασικούς τομείς:
-Προληπτική Συντήρηση: Ελέγξτε την ευθυγράμμιση των εξαρτημάτων, τα ρουλεμάν, την τάση του ιμάντα, τη φθορά των γραναζιών και τα πνευματικά/υδραυλικά συστήματα σύμφωνα με το χρονοδιάγραμμα του κατασκευαστή και αντιμετωπίστε τα πιθανά προβλήματα εγκαίρως.
-Διαχείριση λίπανσης: Λιπάνετε σύμφωνα με τον καθορισμένο χρόνο, ποσότητα και τύπο για να αποφύγετε την υπερβολική λίπανση (κακή απαγωγή θερμότητας) ή την υπολίπανση (υψηλή τριβή) που μπορεί να προκαλέσει φθορά και κραδασμούς των εξαρτημάτων.
-Επανατύλιξη: Για συμπιέσιμα υλικά, εφαρμόζεται υψηλότερη τάση στον πυρήνα, η οποία μειώνεται σταδιακά καθώς αυξάνεται η διάμετρος του ρολού για να διασφαλιστεί ένας σταθερός κύλινδρος χωρίς τέντωμα. Η ακατάλληλη κωνικότητα μπορεί να προκαλέσει ζημιά στις άκρες, ανομοιόμορφη περιέλιξη και να θέσει σε κίνδυνο τη συνοχή του πλάτους.
-Βαθμονόμηση και συντήρηση: Βαθμονόμηση τακτικά αισθητήρων τάσης, κυψελών φορτίου και ψηφιακών συστημάτων εντοπισμού θέσης για την αποφυγή σφαλμάτων μέτρησης που προκαλούνται από μη βαθμονομημένα όργανα, τα οποία μπορεί να επηρεάσουν τις ρυθμίσεις παραμέτρων.
-Καθαρισμός: Καθαρίστε το μηχάνημα κοπής λωρίδων χάλυβα από σκόνη, γράσο και υπολείμματα, ειδικά γύρω από τα ρουλεμάν, τις ράγες οδήγησης και τους αισθητήρες, για να διασφαλίσετε την ομαλή λειτουργία και να διευκολύνετε τον εντοπισμό προβλημάτων.