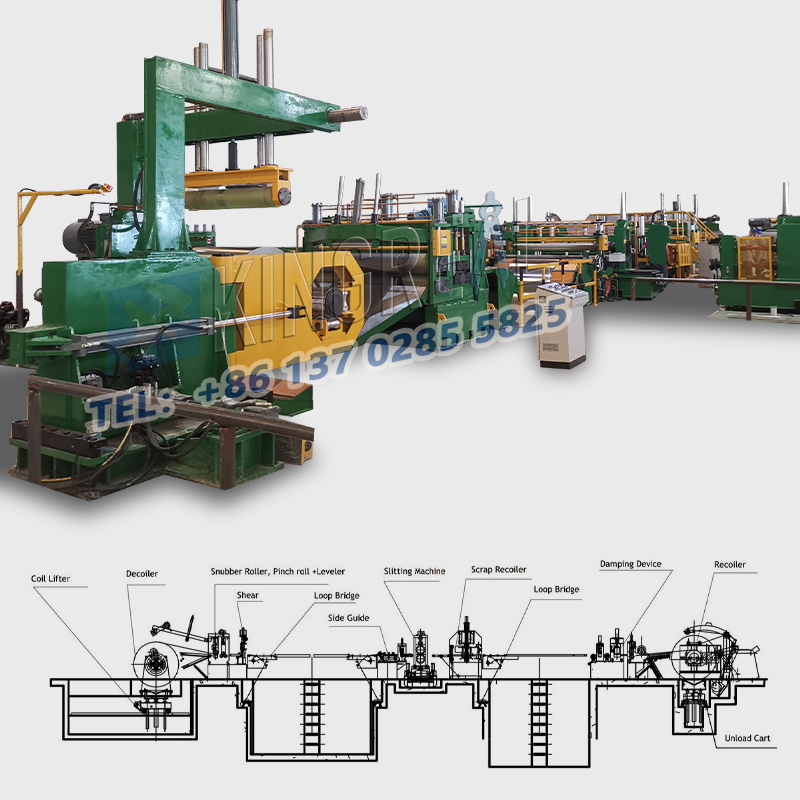
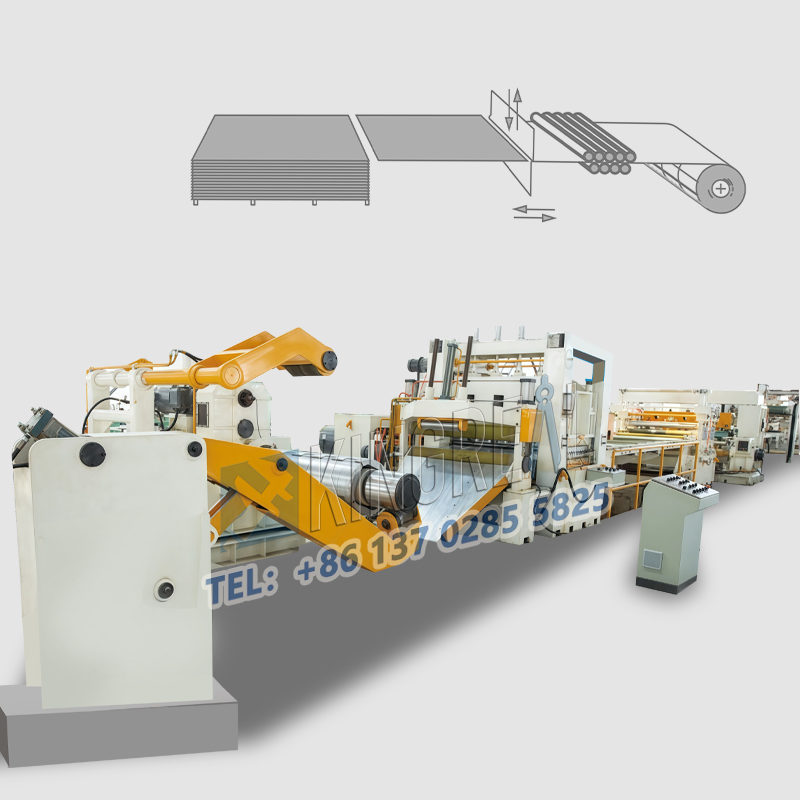
Στον τομέα της επεξεργασίας μεταλλικών πηνίων,μηχανές κοπής λωρίδων χάλυβαχρησιμοποιούνται για τη διαμήκη κοπή μεταλλικών πηνίων όπως ο ανοξείδωτος χάλυβας, το αλουμίνιο, ο ανθρακούχο χάλυβας και ο χάλυβας πυριτίου. Η ακρίβεια διαστάσεων των στενών λωρίδων, η ομαλότητα της κοπής και η παρουσία ή η απουσία γρέζιων ή κύρτωμα καθορίζονται άμεσα από το διάκενο μεταξύ των άνω και κάτω λεπίδων της γραμμής κοπής της λωρίδας χάλυβα.
Στην καθημερινή παραγωγή, όποτε αλλάζει το πάχος του πηνίου που επεξεργάζεται ή χρησιμοποιούνται διαφορετικά υλικά με διαφορετική σκληρότητα, ο χειριστής πρέπει ταυτόχρονα να ρυθμίζει το διάκενο της λεπίδας της μηχανής κοπής λωρίδων χάλυβα.
Ένα σωστό διάκενο λεπίδας επιτρέπει στη γραμμή κοπής της χαλύβδινης λωρίδας να κόβει στενές λωρίδες υψηλής ακρίβειας με λείες κοπές χωρίς γρέζια και ομοιόμορφα στρώματα διατομής. Οι ακατάλληλες τιμές διάκενου θα οδηγήσουν σε πολυάριθμα ελαττώματα παραγωγής, όπως κύρτωμα άκρων, κοπή λεπίδας, κάμψη λωρίδας και συσσώρευση ακμών. Αυτό το άρθρο, KINGREAL STEEL SLITTER, θα συνδυάσει την πρακτική εμπειρία με τα πρότυπα παραμέτρων διάκενου για να εξηγήσει πλήρως τη λογική προσαρμογής, τις πρακτικές μεθόδους και τις προδιαγραφές ρύθμισης παραμέτρων για το διάκενο των λεπίδων των μηχανών κοπής λωρίδων χάλυβα.

Σχέση μεταξύ καθαρισμού λεπίδας και ακρίβειας λωρίδων σε μηχανές κοπής λωρίδων από χάλυβα
Το διάκενο της λεπίδας μιας μηχανής κοπής λωρίδων χάλυβα αναφέρεται στο ακτινικό κενό που αφήνεται όταν το άνω και το κάτω σετ κυκλικών λεπίδων διάτμησης πλένονται. Αυτή η τιμή δεν είναι σταθερή αλλά αλλάζει δυναμικά με τις δύο βασικές μεταβλητές του πάχους και της σκληρότητας του επεξεργασμένου υλικού. Αυτοί οι δύο παράγοντες καθορίζουν άμεσα την ποιότητα κοπής τουγραμμή κοπής λωρίδων χάλυβα.
1. Πάχος υλικού
Όταν το πάχος του επεξεργασμένου υλικού πηνίου αλλάζει, το διάκενο της λεπίδας της μηχανής κοπής λωρίδων χάλυβα πρέπει να ρυθμιστεί ανάλογα. Εάν η γραμμή κοπής της χαλύβδινης ταινίας επεξεργάζεται χοντρές μεταλλικές λωρίδες, το διάκενο της λεπίδας θα πρέπει να αυξηθεί κατάλληλα. ένα πολύ μικρό διάκενο θα προκαλέσει τη βίαια πίεση των άνω και κάτω λεπίδων του φύλλου, αυξάνοντας αμέσως το φορτίο στο σώμα της λεπίδας, γεγονός που μπορεί εύκολα να οδηγήσει σε σπάσιμο της λεπίδας και παραμόρφωση του άξονα κοπής, μειώνοντας σημαντικά τη διάρκεια ζωής των κοπτικών και του άξονα της μηχανής κοπής λωρίδων χάλυβα.
Αντίθετα, όταν η γραμμή κοπής της χαλύβδινης ταινίας μεταβαίνει σε επεξεργασία λεπτών υλικών, το διάκενο της λεπίδας πρέπει να μειωθεί. Εάν το διάκενο είναι πολύ μεγάλο, το φύλλο υλικού δεν μπορεί να κοπεί εντελώς από τις λεπίδες, οι άκρες του υλικού θα σχιστούν κατά τη διαδικασία κοπής και θα εμφανιστεί ένας μεγάλος αριθμός γρέζια και στις δύο πλευρές της τελικής λωρίδας. Σε σοβαρές περιπτώσεις, ολόκληρη η στενή λωρίδα θα έχει κύρτωση, που υπερβαίνει τις ανοχές διαστάσεων και δεν πληροί τις απαιτήσεις των διαδικασιών σφράγισης, κάμψης και διαμόρφωσης κατάντη.
Για εξαιρετικά λεπτές μεταλλικές λωρίδες με πάχος μικρότερο από 0,1 mm, το θεωρητικό κενό λεπίδας μιας μεταλλικής μηχανής κοπής πλησιάζει το μηδέν, βασιζόμενο στη μικρο-ασφάλιση των λεπίδων για την επίτευξη κοπής ακριβείας.
2. Σκληρότητα υλικού και αντοχή σε εφελκυσμό
Διαφορετικά μέταλλα παρουσιάζουν σημαντικές διαφορές στην αντοχή σε εφελκυσμό και στη σκληρότητα, με αποτέλεσμα εντελώς διαφορετικά εύρη κενού λεπίδας κατάλληλα για μηχανές κοπής λωρίδων χάλυβα. Υλικά υψηλής σκληρότητας, υψηλής αντοχής σε εφελκυσμό, όπως ο παχύς ανθρακούχο χάλυβας, ο ανοξείδωτος χάλυβας και ο χάλυβας πυριτίου, έχουν πυκνές μοριακές δομές και μεγαλύτερη αντοχή στη διάτμηση, απαιτώντας μεγαλύτερα κενά λεπίδων στις γραμμές κοπής λωρίδων χάλυβα. Τα μαλακά, χαμηλής αντοχής υλικά, όπως το καθαρό αλουμίνιο και τα λεπτά φύλλα αλουμινίου, έχουν υψηλή πλαστικότητα και χαμηλή αντοχή στη διάτμηση, επιτρέποντας κατάλληλα μικρότερα κενά λεπίδων στις μηχανές κοπής λωρίδων χάλυβα.
Η φυσική αρχή της σχισμής μετάλλων δεν είναι η καθαρή κοπή, αλλά η μερική διάτμηση και η θραύση του φύλλου σε εφελκυσμό υπό πίεση της λεπίδας. Υλικά υψηλότερης σκληρότητας έχουν υψηλότερη αναλογία πλαστικών θραύσεων, απαιτώντας μεγαλύτερα κενά για να επιτευχθεί ομαλή διατομή. Το μαλακό αλουμίνιο παρουσιάζει μεγάλη πλαστική παραμόρφωση. Τα υπερβολικά κενά μπορεί να προκαλέσουν ελαττώματα εξώθησης υλικού, ξεφλούδισμα και κατσαρώματος.
Τυπική μέθοδος προσαρμογής για το διάκενο λεπίδας της γραμμής κοπής λωρίδων χάλυβα
Επί του παρόντος, τα περισσότερα mainstreamμηχανές κοπής λωρίδων χάλυβαστην αγορά βασίζονται σε ροδέλες ακριβείας για να επιτύχουν ακριβή έλεγχο του κενού της λεπίδας. Προσθέτοντας ή αφαιρώντας ροδέλες και δακτυλίους διαφορετικού πάχους, ελέγχεται με ακρίβεια το ακτινικό διάκενο μεταξύ των άνω και κάτω λεπίδων άξονα κοπής. Η πλήρης διαδικασία προσαρμογής αποτελείται από τέσσερις βασικές λειτουργίες:
(1) Ταίριασμα του Shim στο βασικό κενό
Πριν από την επίσημη σχισμή, επιβεβαιώστε πρώτα το υλικό και το πάχος του ρολού, επιλέξτε τη βασική τιμή του διακένου σύμφωνα με τον πίνακα παραμέτρων διάκενου και, στη συνέχεια, επιλέξτε ράβδους ακριβείας του αντίστοιχου πάχους για συναρμολόγηση και στις δύο πλευρές του άξονα κοπής και στις λεπίδες της γραμμής κοπής λωρίδων χάλυβα. Το ακριβές ταιριαστό πάχος του στελέχους διασφαλίζει ότι οι λεπίδες της μηχανής κοπής λωρίδων χάλυβα εμπλέκονται ομοιόμορφα, αποτρέποντας τη μονόπλευρη εξώθηση, το θρυμματισμό και το τσούξιμο των άκρων κατά τη διαδικασία κοπής. Αυτό μειώνει σημαντικά τη φθορά της λεπίδας και παρατείνει τη διάρκεια ζωής ολόκληρου του σετ κοπτικών.
(2) Τρίψιμο και Διόρθωση Ομοκεντρικότητας Λεπίδας
Εάν η γραμμή κοπής της χαλύβδινης λωρίδας χρησιμοποιείται υπό υψηλή ένταση για μεγάλο χρονικό διάστημα και οι λεπίδες χτυπηθούν στη μία πλευρά, η ομοκεντρικότητα της λεπίδας θα γίνει μη ισορροπημένη. Ακόμα κι αν οι προδιαγραφές του ελατηρίου είναι σωστές, το διάκενο της λεπίδας θα παρουσιάζει διακυμάνσεις κατά τη λειτουργία. Αυτός ο τύπος δυσλειτουργίας δεν μπορεί να ρυθμιστεί με τη χρήση ανταλλακτικών. Ολόκληρο το σετ λεπίδων πρέπει να αποσυναρμολογηθεί από τον άξονα κοπής της μηχανής κοπής λωρίδων χάλυβα, να αποσταλεί σε επαγγελματικό μύλο για εκ νέου λείανση και εξωτερική λείανση, διορθώνοντας την ομόκεντρη λεπίδα και στη συνέχεια να εγκατασταθεί ξανά στη γραμμή κοπής λωρίδων χάλυβα πριν επαναρυθμιστεί το διάκενο.
(3) Διόρθωση μη ισορροπημένων αξόνων κοπής κοπής
Οι άνω και κάτω άξονες κοπής της μηχανής κοπής λωρίδων χάλυβα υπόκεινται σε κρούσεις διάτμησης για μεγάλο χρονικό διάστημα, με αποτέλεσμα ελαφρά κάμψη και ανομοιόμορφη φθορά της επιφάνειας. Κατά την περιστροφή του άξονα, το διάκενο της λεπίδας μετατοπίζεται περιοδικά, με αποτέλεσμα γρέζια στη μία πλευρά της τελικής λωρίδας και ομαλή κοπή στην άλλη. Για να αντιμετωπιστεί αυτό, το μηχάνημα θα πρέπει να σταματήσει, να αποσυναρμολογηθεί το συγκρότημα του άξονα κοπής της γραμμής κοπής χάλυβα, να γείωση και να διορθωθούν οι φθαρμένες περιοχές στο σώμα του άξονα και να βαθμονομηθεί η δυναμική ισορροπία του άξονα κοπής ώστε να εξαλειφθούν οι διακυμάνσεις του διακένου που προκαλούνται από την περιστροφή.
(4) Σταθεροποιητικό διάκενο διάτμησης με δακτύλιους
Τα ροδάκια και οι δακτύλιοι διαχωρισμού είναι βασικά βοηθητικά εξαρτήματα για τη ρύθμιση του κενού στη μηχανή κοπής λωρίδων χάλυβα. Εγκατεστημένα και στις δύο πλευρές κάθε ομάδας λεπίδων κοπής, μπορούν να διαχωρίσουν με ακρίβεια τις λεπίδες, να ελέγξουν το διάκενο κοπής μιας ομάδας και να διατηρήσουν τον οριζόντιο παραλληλισμό των άνω και κάτω λεπίδων. Οι υψηλής αντοχής χαλύβδινες φλάντζες και δακτύλιοι παρέχουν υψηλή ακαμψία, αποτρέποντας το ξύσιμο και τη σύγκρουση των λεπίδων μετά τη συναρμολόγηση. Εξασφαλίζουν επίσης ομοιόμορφη απόσταση μεταξύ των πολλαπλών λεπίδων κοπής σε ολόκληρο τον άξονα κοπής της γραμμής κοπής λωρίδων χάλυβα, διατηρώντας σταθερή ακρίβεια κοπής σε πολλές λωρίδες.
Προδιαγραφές τυπικής ρύθμισης για παραμέτρους κενού λεπίδας γραμμών κοπής λωρίδων χάλυβα
Η αναφορά πυρήνα για τη ρύθμιση του κενού λεπίδας τουμηχανές κοπής λωρίδων χάλυβαείναι το πάχος, η σκληρότητα και η αντοχή σε εφελκυσμό του επεξεργασμένου υλικού. Ο παρακάτω πίνακας δείχνει το τυπικό κενό για διάφορα μέταλλα που χρησιμοποιούνται συνήθως, συμβατά με γραμμές κοπής λωρίδων χάλυβα:
|
Πάχος |
Ανοξείδωτο ατσάλι |
Αλουμίνιο |
Ατσάλι |
Ανθρακούχο χάλυβα |
Silicon Steel |
| <0,1 χλστ |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 χλστ |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 χλστ |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 χιλιοστά |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Η προσαρμογή του διακένου λεπίδας σε μια μηχανή κοπής λωρίδων χάλυβα είναι μια βασική διαδικασία για τον έλεγχο της ποιότητας του τελικού προϊόντος κοπής πηνίου. Η ακριβής αντιστοίχιση της τιμής του χάσματος επηρεάζει άμεσα την απόδοση παραγωγής, τη φθορά του εργαλείου και το ποσοστό πιστοποίησης του τελικού προϊόντος της γραμμής κοπής λωρίδων χάλυβα. Κατά τη διάρκεια της καθημερινής λειτουργίας της μηχανής κοπής λωρίδων χάλυβα, οι χειριστές πρέπει να απομνημονεύουν τις παραμέτρους του κενού που αντιστοιχούν στο υλικό και το πάχος, να χρησιμοποιούν σωστά ροδάκια ακριβείας και να επιθεωρούν τακτικά τις λεπίδες και τον άξονα κοπής για να μειώσουν τις αστοχίες παραγωγής, όπως γρέζια, ρινίσματα και αποκλίσεις διαστάσεων.
Για περισσότερες πληροφορίες σχετικά μεγραμμή κοπής λωρίδων χάλυβαθέση σε λειτουργία, επιλογή εργαλείου, συμβουλές επεξεργασίας πηνίων ή για να προσαρμόσετε πλήρως αυτόματες μηχανές κοπής λωρίδων χάλυβα κατάλληλες για ανοξείδωτο χάλυβα, ανθρακούχο χάλυβα και αλουμίνιο, επικοινωνήστε απευθείας με την KINGREAL STEEL SLITTER!