Η ακρίβεια του εξοπλισμού παίζει καθοριστικό ρόλο στη διαδικασία παραγωγής τουμηχανήματα λαμαρίνας κοπής σε μήκος.
Αυτό το άρθρο θα εμβαθύνει σε διάφορες πτυχές των γραμμών κοπής λαμαρίνας, συμπεριλαμβανομένης της ακρίβειας μηχανικής δομής, ακρίβειας συστήματος ηλεκτρικού ελέγχου, ποιότητας και συντήρησης εργαλείων, χειρισμού και τοποθέτησης υλικού φύλλου και βελτιστοποίησης παραμέτρων διαδικασίας, αποκαλύπτοντας πλήρως τα μυστικά της ποιότητας του μηχανήματος κοπής λαμαρίνας.

(1) Ακρίβεια μηχανικής δομής για μηχανή κοπής λαμαρίνας
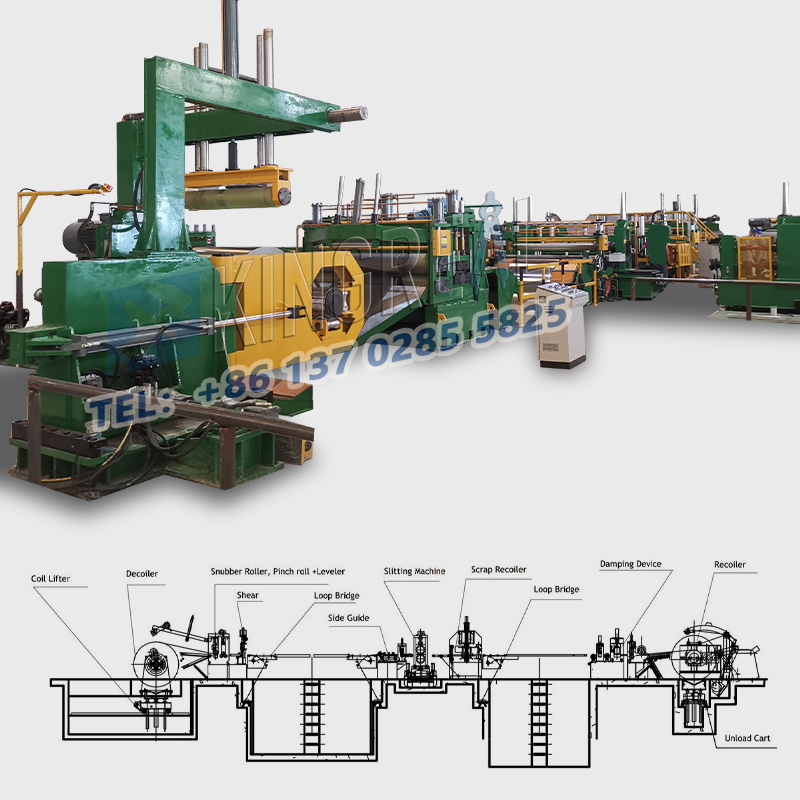
Η μηχανική δομή του αλαμαρίνα κομμένη σε μήκος γραμμήείναι η βάση του και η ακρίβεια κατασκευής κάθε εξαρτήματος επηρεάζει σημαντικά τη συνολική του απόδοση.
Για παράδειγμα, εάν η ευθύτητα των οδηγών σιδηροτροχιών αποκλίνει σημαντικά κατά τη μηχανική κατεργασία, το φύλλο υλικού θα μετατοπιστεί κατά τη μεταφορά, με αποτέλεσμα ανακριβείς διαστάσεις κοπής.
Επιπλέον, η ακρίβεια βήματος του μολύβδινου κοχλία είναι εξίσου κρίσιμη, καθορίζοντας άμεσα την ακρίβεια της τροφοδοσίας του υλικού. Τα σφάλματα ύψους μπορεί να προκαλέσουν αποκλίσεις στο μήκος κοπής, επηρεάζοντας την ποιότητα του τελικού προϊόντος.
Για παράδειγμα, για το λεπτό φύλλο χαλκού που απαιτείται για ηλεκτρονικά εξαρτήματα υψηλής ακρίβειας, οι απαιτήσεις ευθύτητας της ράγας οδήγησης και ακρίβειας βήματος μολύβδου είναι εξαιρετικά υψηλές. Οποιαδήποτε ελαφρά απόκλιση μπορεί να οδηγήσει σε ακατάλληλες διαστάσεις φύλλου χαλκού, επηρεάζοντας έτσι την απόδοση των ηλεκτρονικών εξαρτημάτων.
(2) Ακρίβεια συστήματος ηλεκτρικού ελέγχου για μηχανή κοπής λαμαρίνας
Το ηλεκτρικό σύστημα ελέγχου μιας λαμαρίνας κομμένης σε μήκος γραμμής ρυθμίζει τις παραμέτρους λειτουργίας του εξοπλισμού. Η ακρίβειά του επηρεάζει άμεσα την ταχύτητα τροφοδοσίας του εργαλείου και τη θέση κοπής.
Ο ακριβής έλεγχος του σερβοκινητήρα είναι πολύ σημαντικός κατά την επεξεργασία εξαρτημάτων αυτοκινήτου, ειδικά χαλύβδινων πλακών υψηλής αντοχής. Εγγυάται τη συνοχή των διαστάσεων των εξαρτημάτων και ικανοποιεί τα πρότυπα συναρμολόγησης του αυτοκινήτου, διασφαλίζοντας ότι κάθε σφάλμα θέσης διάτμησης παραμένει εντός πολύ στενού εύρους.
Επιπλέον σημαντική είναι η ταχύτητα απόκρισης του συστήματος ελέγχου. Η γρήγορη και ακριβής απόκριση επιτρέπει έγκαιρες ρυθμίσεις στις συνθήκες λειτουργίας του μηχανήματος κοπής λαμαρίνας, αποφεύγοντας προβλήματα ποιότητας που προκαλούνται από καθυστερήσεις.
(1) Επιλογή υλικού εργαλείου για μηχανή λαμαρίνας κομμένη σε μήκος
Σελαμαρίνα κομμένη σε μήκος γραμμές, η επιλογή υλικού εργαλείου πρέπει να βασίζεται στα χαρακτηριστικά της πλάκας που υποβάλλεται σε επεξεργασία.
Τα εργαλεία από χάλυβα υψηλής ταχύτητας είναι κατάλληλα για κοινές πλάκες από μαλακό χάλυβα, καθώς παρέχουν εξαιρετική απόδοση κοπής και προσιτή τιμή. Όμως χρειάζονται εργαλεία καρβιδίου για να δουλέψουν πιο σκληρές πλάκες όπως ο ανοξείδωτος χάλυβας και ο κράμα χάλυβα.
Η μεγάλη τους σκληρότητα και αντοχή στη φθορά επιμηκύνουν πραγματικά τη διάρκεια ζωής του εργαλείου και εγγυώνται την ποιότητα κοπής.
Η επεξεργασία πλακών από κράμα τιτανίου στον αεροδιαστημικό τομέα απαιτεί ακόμη πιο αυστηρό υλικό εργαλείου, καθιστώντας απαραίτητη τη χρήση ειδικών εξαιρετικά σκληρών υλικών εργαλείων για να αντέχουν στην υψηλή αντοχή και σκληρότητα του κράματος.
(2) Προετοιμασία άκρων εργαλείου για μηχανή λαμαρίνας κομμένη σε μήκος
Η ποιότητα της κομμένης επιφάνειας επηρεάζεται πολύ από την αιχμηρή και τραχιά άκρη του εργαλείου. Οι αιχμηρές και λείες άκρες των λεπτοαλεσμένων εργαλείων κοπής συμβάλλουν στην ελαχιστοποίηση των ραγάδων και των σχισμών κατά την κοπή λαμαρίνας.
Τα εργαλεία κοπής υψηλής ποιότητας, για παράδειγμα στην επεξεργασία λαμαρίνας αλουμινίου για αρχιτεκτονική διακόσμηση, εγγυώνται μια λεία, ομοιόμορφη επιφάνεια διάτμησης, μειώνοντας έτσι την ανάγκη για συνεχή λείανση και βελτιώνοντας την εμφάνιση και την απόδοση του προϊόντος.
Επιπλέον, η γεωμετρία της ακμής του κοπτικού εργαλείου πρέπει να ρυθμίζεται σύμφωνα με το πάχος και το υλικό της λαμαρίνας για να διασφαλίζεται η ομοιόμορφη κατανομή της δύναμης διάτμησης και επομένως να αποφεύγεται η συγκέντρωση τάσεων που μπορεί να προκαλέσει παραμόρφωση λαμαρίνας.
(3) Συντήρηση και αντικατάσταση εργαλείου για μηχανή λαμαρίνας κομμένη σε μήκος
είναι η βάση του και η ακρίβεια κατασκευής κάθε εξαρτήματος επηρεάζει σημαντικά τη συνολική του απόδοση.
Η παρακολούθηση της φθοράς του εργαλείου και η έγκαιρη αντικατάσταση εργαλείων που έχουν φθαρεί είναι ζωτικής σημασίας για τη διασφάλιση της συνεχούς και σταθερής λειτουργίας της κομμένης σε μήκος γραμμής λαμαρίνας. Γενικά, η αντικατάσταση του εργαλείου πρέπει να λαμβάνεται υπόψη όταν η φθορά της αιχμής φτάνει σε ένα ορισμένο επίπεδο (π.χ. 0,2 mm-0,5 mm, ανάλογα με το υλικό του εργαλείου και τη λαμαρίνα που υποβάλλεται σε επεξεργασία).
Η συνεχής χρήση υπερβολικά φθαρμένων εργαλείων μπορεί να μειώσει σημαντικά την ποιότητα κοπής λαμαρίνας, οδηγώντας σε αποκλίσεις διαστάσεων και αυξημένα γρέζια.
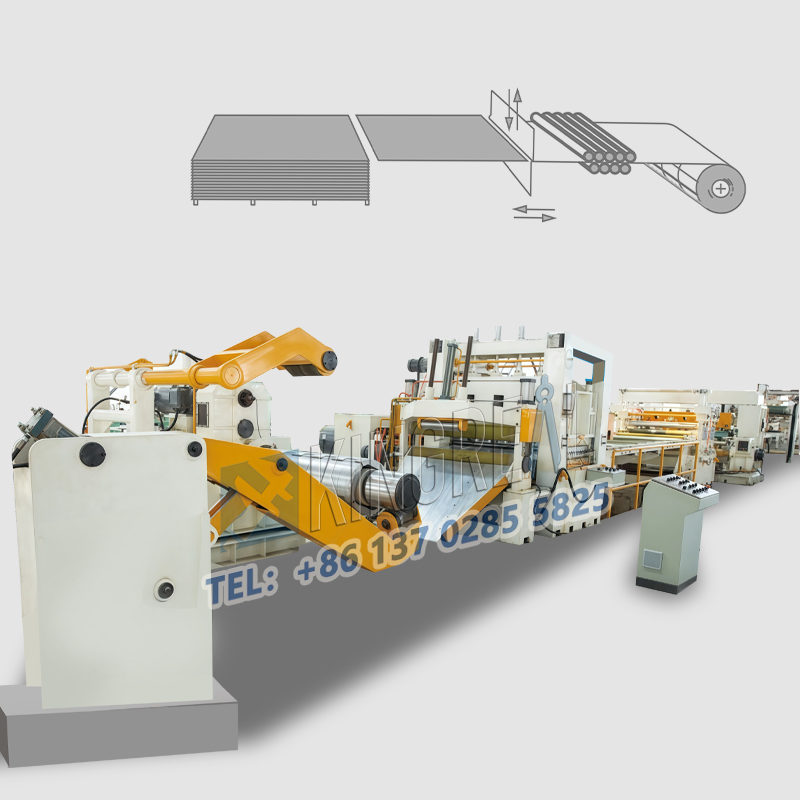
(1)Σταθερότητα συστήματος τροφοδοσίας για λαμαρίνα κομμένη σε μήκος γραμμή
Ένα σταθερό σύστημα τροφοδοσίας είναι απαραίτητο για τη διασφάλιση ομοιόμορφης και ακριβούς τροφοδοσίας φύλλων στοΜηχανή λαμαρίνας κομμένη σε μήκος.
Η τραχύτητα και η στρογγυλότητα της επιφάνειας των κυλίνδρων τροφοδοσίας μπορεί να επηρεάσουν την ομαλή μεταφορά του φύλλου. Το φύλλο θα δονείται κατά τη μεταφορά εάν οι κύλινδροι τροφοδοσίας είναι τραχείς ή όχι αρκετά στρογγυλοί, προκαλώντας διακυμάνσεις στις διαστάσεις διάτμησης.
Επιπλέον, η σταθερότητα της ροπής οδήγησης του κινητήρα τροφοδοσίας είναι σημαντική. Οι διακυμάνσεις της ροπής οδήγησης μπορεί να προκαλέσουν ασταθείς ρυθμούς τροφοδοσίας.
Για παράδειγμα, απαιτείται ένα πολύ σταθερό σύστημα τροφοδοσίας κατά την επεξεργασία φύλλων γαλβανισμένου χάλυβα για περιβλήματα συσκευών, ώστε να διασφαλίζονται σταθερές διαστάσεις διάτμησης και έτσι να διατηρείται η ακρίβεια συναρμολόγησης.
(2) Ακρίβεια διάταξης τοποθέτησης για κοπή λαμαρίνας σε μήκος γραμμής
Μια ακριβής συσκευή τοποθέτησης διασφαλίζει ότι το φύλλο είναι σωστά τοποθετημένο πριν από την κοπή. Η ακρίβεια της συσκευής τοποθέτησης πρέπει να ρυθμίζεται σύμφωνα με τις απαιτήσεις ακρίβειας επεξεργασίας του φύλλου, επιτυγχάνοντας γενικά ±0,1 mm έως ±0,5 mm.
Οι κοινές μέθοδοι τοποθέτησης περιλαμβάνουν τη μηχανική τοποθέτηση και τη φωτοηλεκτρική τοποθέτηση. Η μηχανική τοποθέτηση προσφέρει απλούστερη δομή αλλά σχετικά χαμηλή ακρίβεια, ενώ η φωτοηλεκτρική τοποθέτηση προσφέρει μεγαλύτερη ακρίβεια και μεγαλύτερες ταχύτητες απόκρισης.
Κατά την επεξεργασία φύλλων για εξαρτήματα οργάνων ακριβείας, συχνά χρησιμοποιούνται φωτοηλεκτρικές συσκευές εντοπισμού θέσης για την αποτελεσματική διασφάλιση της ακριβούς τοποθέτησης των φύλλων και τη βελτίωση της ποιότητας του προϊόντος.
(1) Ρύθμιση ταχύτητας διάτμησης για μηχανή λαμαρίνας κομμένη σε μήκος
Η ταχύτητα διάτμησης πρέπει να επιλέγεται ανάλογα με το πάχος και το υλικό του φύλλου. Η ταχύτητα διάτμησης μπορεί να αυξηθεί για λεπτότερα φύλλα προκειμένου να αυξηθεί η απόδοση εξόδου.
Ωστόσο, για παχύτερα ή σκληρότερα φύλλα, οι πολύ γρήγορες ταχύτητες διάτμησης μπορούν να κάμψουν το φύλλο και να αυξήσουν τη φθορά του εργαλείου. για φύλλα χάλυβα υψηλής αντοχής με πάχος 5 mm, η ταχύτητα διάτμησης πρέπει να μειωθεί σε 10-20 διαδρομές ανά λεπτό.
(2) Ρύθμιση διάτμησης για λαμαρίνα κομμένη σε μήκος γραμμή
Το διάκενο διάτμησης αναφέρεται στην απόσταση μεταξύ των άνω και κάτω εργαλείων κοπής. Το μέγεθός του επηρεάζει σημαντικά την ποιότητα της κομμένης επιφάνειας και τη διάρκεια ζωής των εργαλείων κοπής.
Ένα πολύ μικρό κενό θα επιταχύνει τη φθορά του εργαλείου και ακόμη και θα καταστρέψει τα εργαλεία, ενώ ένα πολύ μεγάλο κενό θα προκαλέσει γρέζια και σκισίματα στην κομμένη επιφάνεια.
Γενικά, το διάκενο πρέπει να ρυθμιστεί στο 5%-10% του πάχους του φύλλου (η συγκεκριμένη τιμή εξαρτάται από το υλικό του φύλλου).
Κατά την επεξεργασία φύλλων από κράμα αλουμινίου, λόγω της απαλότητάς τους, μπορεί να χρησιμοποιηθεί μικρότερη τιμή. Ωστόσο, κατά την επεξεργασία σκληρότερου χάλυβα, απαιτείται μεγαλύτερο διάτμηση.